聯(lián)系人:孫總
手 機(jī):13382522208
電 話:0512-36852661
傳 真:0512-36852663
網(wǎng) 址:www.tuidiu.cn
郵 箱:ks_riye@163.com
地 址:蘇州市昆山市周市鎮(zhèn)陸楊金茂路886號(hào)
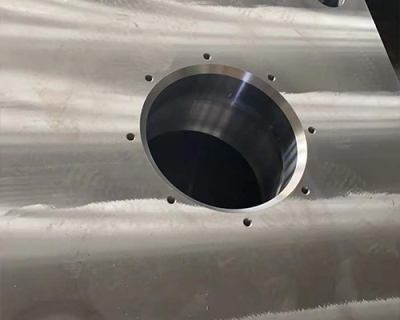
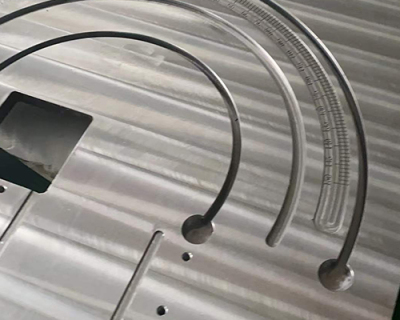
鈑金件焊接技術(shù)實(shí)現(xiàn)要素:
為了克服現(xiàn)有技術(shù)領(lǐng)域存在的上述問題,本發(fā)明的目的在于,提供一種鈑金件焊接方法,解決現(xiàn)有的焊接工藝設(shè)備的化程度低下,結(jié)構(gòu)復(fù)雜,安全性低下的技術(shù)問題。
")
提供的鈑金件焊接方法,主要包括以下步驟:
1)焊接設(shè)備就位:傾斜設(shè)置的氣缸伸出,氣缸推板上升,并使定位柱II的位置與定位柱I安裝座上設(shè)置的定位柱I的位置相匹配;
2)鈑金件落位:對(duì)應(yīng)于定位柱I、定位柱I的位置在對(duì)應(yīng)的待焊接鈑金件上預(yù)先加工出定位孔,依據(jù)焊接成品的形狀依次放置待焊接鈑金件,放置時(shí),由定位導(dǎo)管初步導(dǎo)向定位,再由兩個(gè)定位柱I、定位柱II定位,其為,定位柱I、定位柱II分別插入上述待焊接鈑金件上的定位孔中;
3)夾緊焊接:夾緊焊接氣缸伸出,驅(qū)動(dòng)連桿結(jié)構(gòu)使連桿朝底板方向擺動(dòng)閉合,上下焊接頭夾緊待焊接鈑金件,夾緊一段時(shí)間后,焊接電路通電上下焊接頭對(duì)待焊接鈑金件進(jìn)行焊接;
5)工件保壓、取出:待焊接完成后,切斷焊接電路,保持焊接設(shè)備夾緊狀態(tài)一定時(shí)間后,夾緊焊接氣缸收縮,驅(qū)動(dòng)連桿結(jié)構(gòu)使連桿朝遠(yuǎn)離底板方向擺動(dòng)打開,取出焊接成品,氣缸收縮復(fù)位;
6)焊接成品后處理。
進(jìn)一步地,焊接方使用的焊接設(shè)備為鈑金件的焊接設(shè)備。
 手機(jī):133-8252-2208
手機(jī):133-8252-2208
 電話:0512-36852661
電話:0512-36852661
 網(wǎng)址:www.tuidiu.cn
網(wǎng)址:www.tuidiu.cn
 郵箱:ks_riye@163.com
郵箱:ks_riye@163.com
 地址:蘇州市昆山市周市鎮(zhèn)陸楊金茂路886號(hào)
地址:蘇州市昆山市周市鎮(zhèn)陸楊金茂路886號(hào)