

聯系人:孫總
手 機:13382522208
電 話:0512-36852661
傳 真:0512-36852663
網 址:www.tuidiu.cn
郵 箱:ks_riye@163.com
地 址:蘇州市昆山市周市鎮陸楊金茂路886號
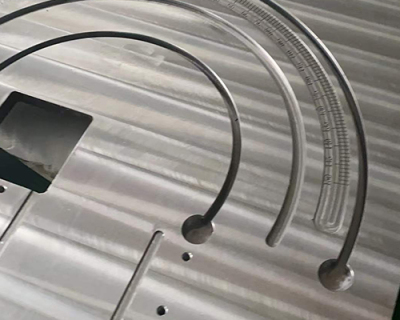
機械零部件加工行業是國民經濟的支柱行業,具有非常可觀的前景。在機械零部件加工廠加工精密機械零件時,都會對加工工藝有許多的要求和規定,以保證出廠零件的合格率。
將虎鉗的鉗口取掉,另加工兩個M4的螺紋孔,將兩塊與鉗口平齊厚1.5mm的鋼板2,用鋁埋頭鉚釘鉚上厚0.8mm的硬黃銅板3將其用M4埋頭螺釘1緊固到鉗口上,形成經久耐用的軟鉗口。這樣還可以保護五金零件不被夾壞,還具有互換性。
對于一個工件先夾緊再定位,因為夾緊時肯定會試工件變形,所以,應該先夾緊再定位,對于6點定位,找限制它的自由度。當內六角扳手柄短,不能著力時,可將內徑比扳手略大一點的管從一段銑槽將扳手插入槽內,可當作長柄。
機械零部件加工進行機械制造過程中,誤差主要包括主軸回轉誤差、導軌誤差和傳動鏈誤差。主軸回轉誤差是指主軸各瞬間的實際回轉軸線相對其平均回轉軸線的變動量,它將直接影響被加工工件的精度。
主軸回轉誤差產生的主要原因有主軸的同軸度誤差、軸承本身的誤差、軸承之間的同軸度誤差、主軸繞度等。導軌是機床上確定各機床部件相對位置關系的基準,也是機床運動的基準。
導軌本身的制造誤差、導軌的不均勻磨損和安裝質量是造成導軌誤差的重要因素。傳動鏈誤差是指傳動鏈始末兩端傳動元件間相對運動的誤差。它是由傳動鏈中各組成環節的制造和裝配誤差,以及使用過程中的磨損所引起的。
機械加工廠的經驗指出,任何刀具在切削過程中都不可避免要產生磨損,并由此引起工件尺寸和形狀地改變。刀具幾何誤差對機械加工誤差的影響隨刀具種類的不同而不同:采用定尺寸刀具加工時,刀具的制造誤差會直接影響工件的加工精度;而對一般刀具,其制造誤差對機械加工誤差無直接影響。
夾具的作用是使工件相當于刀具和機床具有正確的位置,因此夾具的幾何誤差對機械加工誤差(特別是位置誤差)有很大影響。工藝系統熱變形對加工誤差的影響比較大,特別是在精密加工和大件加工中,由熱變形所引起的加工誤差有時可占工件總誤差的50%。








 手機:133-8252-2208
手機:133-8252-2208 電話:0512-36852661
電話:0512-36852661 網址:www.tuidiu.cn
網址:www.tuidiu.cn 郵箱:ks_riye@163.com
郵箱:ks_riye@163.com 地址:蘇州市昆山市周市鎮陸楊金茂路886號
地址:蘇州市昆山市周市鎮陸楊金茂路886號